People and Projects
|
Effect of processing parameters on microstructure and mechanical properties of varying thickness ductile iron castings Vasudev Shinde |
|
|
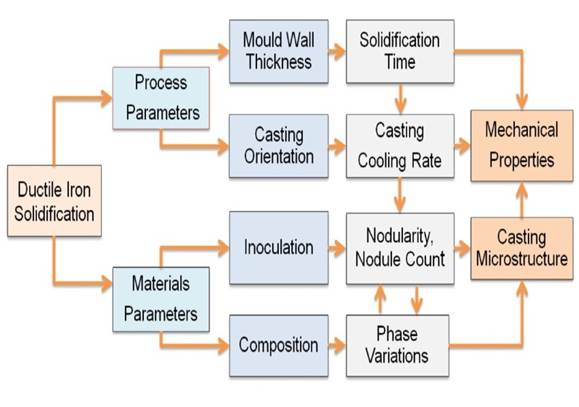
Background : At present, most of the ductile iron cast components used in automotive applications do not undergo any heat treatment, to keep their cost low. Such castings are however, getting thinner and more complex, and being used in safety critical applications (such as knuckle, front and rear control arms). Thin walls (as low as 5-15 mm) lead to high cooling rate, resulting in the formation of white structures, inter-granular carbide and pearlite microstructure under metastable system. Methods : Melt processing of ductile iron consists of main three steps: melt conditioning, spheroidizing treatment and inoculation processing. The composition of the melt and its processing sequence reflect in the cooling curve. Hence cup thermal analysis was adopted to predict the microstructure and mechanical properties . The thermal analysis of ductile iron melts at different processing stage was conducted to study the effect of processing on solidification parameters Results : With increasing inoculation, the low eutectic temperature increases and eutectic solidification can occur at lower undercooling. Melt processing with barium-based stream inoculation with Cu 0.74% enabled achieving 80% pearlitic matrix and 328 nodule count with 94% nodularity in 4 mm thin sections. Nodule count decreased with increase in casting thickness (4 to 16 mm). Increase in copper content was found to decrease the overall nodule count. Conclusion : Casting orientation affects nodule count and microstructure. Tests in ductile iron jobbing foundry show that base iron is not constant over a day, even though the chemistry is constant. If a foundry is unaware of this and continues to add inoculant at a consistent rate, some ladles will be under-inoculated while others are over-inoculated. Inoculation raises both the maximum and minimum eutectic temperatures. |
 .
.
|